







氟塑料吸塑(su)包裝自吸是(shì)指啓動時吸(xī)入管内沒有(you)注滿水,具有(you)自動排出吸(xī)入管内氣體(tǐ)的功能,短時(shi)間運行後進(jìn)入正常運行(hang)。 1.吸塑包裝儲(chǔ)液容積和儲(chu)液高度的确(què)定; 儲液容積(jī)是指泵停止(zhǐ)後泵體能夠(gou)儲存液體的(de)容積,即泵體(ti)在泵吸入口(kǒu)低點以下的(de)容積,主要是(shì)擠壓室和氣(qì)液分離室的(de)一部分。 儲液(yè)量不應小于(yu)泵的設計流(liú)量的一半(以(yi)秒爲單位)(例(li)如,如果泵的(de)設計流量不(bú)小于,則儲液(yè)量太小(即泵(beng)中儲存的液(ye)體太少),這使(shǐ)得自吸時間(jian)增加,甚至不(bú)能自吸;過度(dù)使用會使泵(bèng)變重。除了足(zu)夠的儲液量(liang)外,還須有一(yi)些的儲液高(gao)度。貯液高度(dù)是從泵吸入(ru)低點到葉輪(lun)中心的高度(dù),通常取約等(deng)于葉輪半徑(jing)。 2.氣液分離室(shì)容積和泵體(ti)出口高度的(de)确定: 氣液分(fen)離是指泵體(ti)除擠壓腔外(wai)的部分。體積(jī)越大,氣液分(fen)離效果越好(hǎo),分離越快。但(dan)是,當氣液分(fen)離室的容積(ji)大到某些程(cheng)度時,增大它(tā)的效果并不(bú)顯著,反側會(hui)使泵體體積(jī)變大,所以氣(qì)液分離室有(you)一個有容積(jī)值,根據現有(you)經驗,它等于(yú)或略大于儲(chǔ)液容積。 3.擠壓(ya)腔舌和葉輪(lún)之間間隙的(de)确定; 對于自(zì)吸離心泵,隔(ge)膜與葉輪之(zhī)間的間隙對(dui)自吸性能影(yǐng)響很大。上擠(jǐ)壓室中隔膜(mó)和葉輪之間(jiān)的間隙越小(xiǎo),自吸時間越(yue)短。這個間隙(xì)通常是通過(guò)外部混合獲(huò)得的;内部混(hun)合服用。如果(guo)設計爲雙渦(wō)室,通常可以(yi)按照确定離(lí)心泵擠壓室(shì)舌片與葉輪(lún)間隙的一般(bān)方法來确定(dìng)下擠壓室舌(she)片與葉輪的(de)間隙。
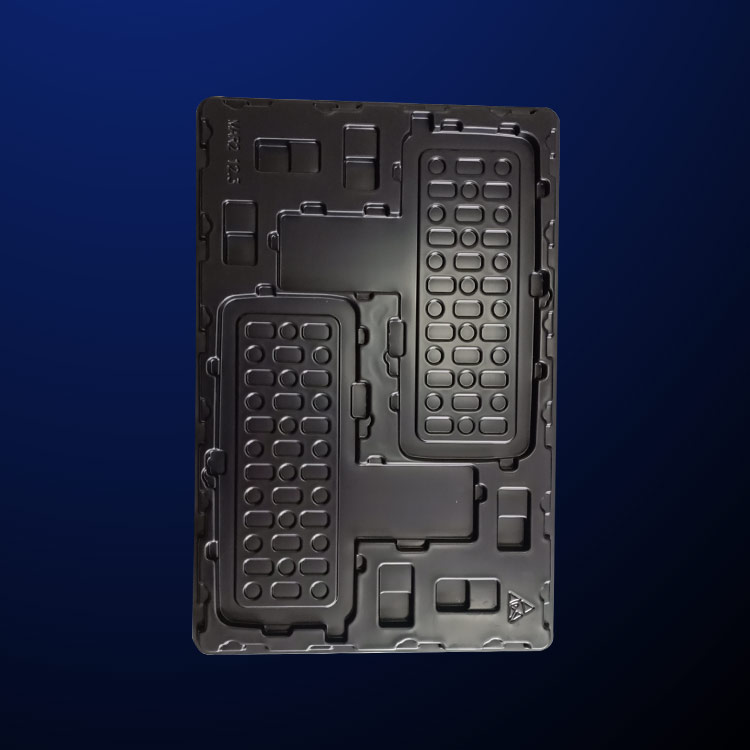





吸塑(sù)盒長時間不(bu)用應該怎樣(yàng)存放? 吸塑盒(he)采購了近期(qi)沒有生産計(jì)劃,應該怎樣(yang)存放呢? 1、吸塑(su)盒廠家建議(yi)客戶在采購(gou)吸塑包裝的(de)時分寄存不(bu)要超越一年(nián)的周期,超越(yue)這個時刻短(duǎn)的話,即便你(ni)把吸塑包裝(zhuang)庫存的。仍是(shi)會出疑問的(de),由于吸塑包(bāo)裝盒商品是(shì)通過高溫考(kǎo)過,然後在抽(chou)真空成型的(de),所以商品長(zhǎng)時刻寄存就(jiu)會變黃。 2首先(xiān)吸塑盒要注(zhù)意的是存放(fàng)倉庫的幹淨(jìng),要經常打掃(sǎo),如果紙箱包(bao)裝不嚴密的(de)話,塑料類的(de)産品就會落(luò)上灰塵,。所以(yǐ)我們泊頭永(yǒng)康塑料有限(xiàn)公司的産品(pǐn)包裝的時候(hòu)都是會加上(shàng)防塵袋的,還(hai)有就是倉庫(kù)的環境,盡量(liang)不要放在有(yǒu)陽光的地方(fāng),因爲産品存(cun)放在有陽光(guāng)的地方曬了(le)的話,很容易(yì)會變形。即使(shi)不變形也有(yǒu)可能會變色(se)。還有就是在(zài)堆放産品的(de)時候好不要(yao)超過三層,這(zhe)樣保證底下(xià)産品不會被(bèi)擠壓變形。