







如(rú)何分辨(bian)厚吸塑(sù)制品的(de)缺陷 拉(la)線:厚吸(xī)塑成型(xíng)生産時(shí)産生的(de)一些不(bu)應有的(de)線條突(tū)起(模具(jù)上沒有(yǒu)的),需要(yao)重新修(xiū)改模具(jù)(降低高(gāo)度和增(zeng)加園滑(huá)度)和增(zēng)加額外(wai)的壓力(lì)模具(我(wo)們稱之(zhi)爲上模(mó))來解決(jue)。拉線過(guò)大時,被(bèi)看作是(shi)次品,無(wu)法用于(yú)吸塑包(bao)裝,但在(zài)零部件(jian)周轉托(tuō)盤領域(yù),隻要拉(lā)線排列(lie)整齊,不(bú)影響使(shǐ)用功能(neng),應視爲(wèi)合格品(pǐn)。拉線又(you)稱之爲(wei):拉丘,抽(chōu)筋等。 劃(hua)痕:厚吸(xi)塑成品(pǐn)上特别(bie)是透明(ming)泡殼上(shang)帶有劃(huà)傷的痕(hén)迹,如果(guo)痕迹太(tai)長,太大(da),泡殼就(jiù)成了次(cì)品,無法(fǎ)用于包(bāo)裝。 晶點(diǎn):在厚吸(xi)塑闆材(cái)生産過(guo)程中,因(yin)空氣中(zhōng)的細小(xiǎo)塵埃,掉(diào)在加熱(re)的塑料(liào)材料上(shang),産生的(de)一種透(tòu)明瑕疵(cī),特别是(shi)在透明(ming)的厚吸(xi)塑闆材(cái)生産過(guo)程中,這(zhè)種瑕疵(cī)過大,過(guo)多時,視(shì)爲次品(pin)。 氣泡:在(zai)厚吸塑(su)闆材生(shēng)産過程(chéng)中,因加(jia)熱的塑(su)料材料(liào)中含有(you)空氣,使(shǐ)生産出(chū)的成品(pin)片材裏(lǐ)帶有氣(qi)泡,特别(bié)是在透(tòu)明的吸(xī)塑片材(cai)生産過(guò)程中,這(zhe)種氣泡(pào)過大,過(guo)多時,視(shi)爲次品(pǐn)。 水波紋(wén):在厚吸(xī)塑闆材(cái)生産過(guo)程中,因(yin)材料和(he)加工工(gōng)藝不同(tong),使生産(chǎn)出的成(cheng)品片材(cái)表面有(yǒu)水面波(bō)紋,特别(bié)是在透(tòu)明的厚(hòu)吸塑闆(pan)材生産(chan)過程中(zhōng),這種水(shuǐ)波紋過(guò)大,過多(duo)時,視爲(wèi)次品。一(yi)般情況(kuàng)下,片材(cai)越厚,水(shui)波紋越(yue)明顯。合(hé)格的PET材(cái)料很少(shǎo)有水波(bo)紋,但大(da)多數PVC都(dou)有水波(bo)紋的現(xiàn)象存在(zài)。
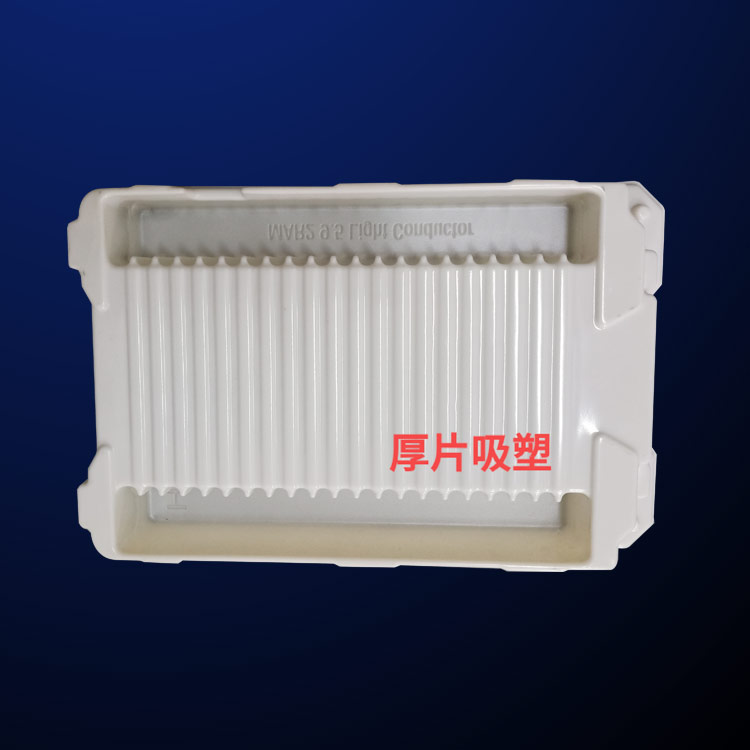




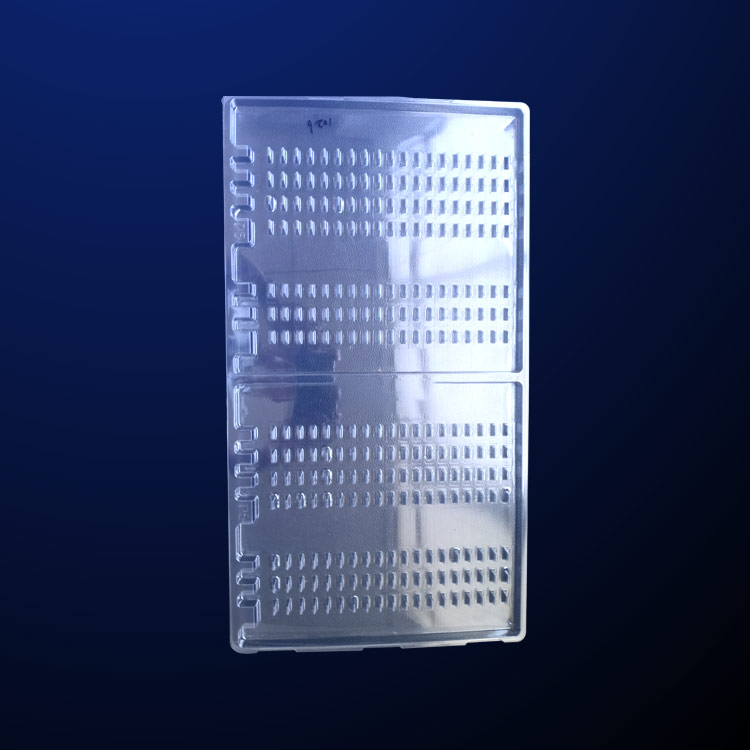
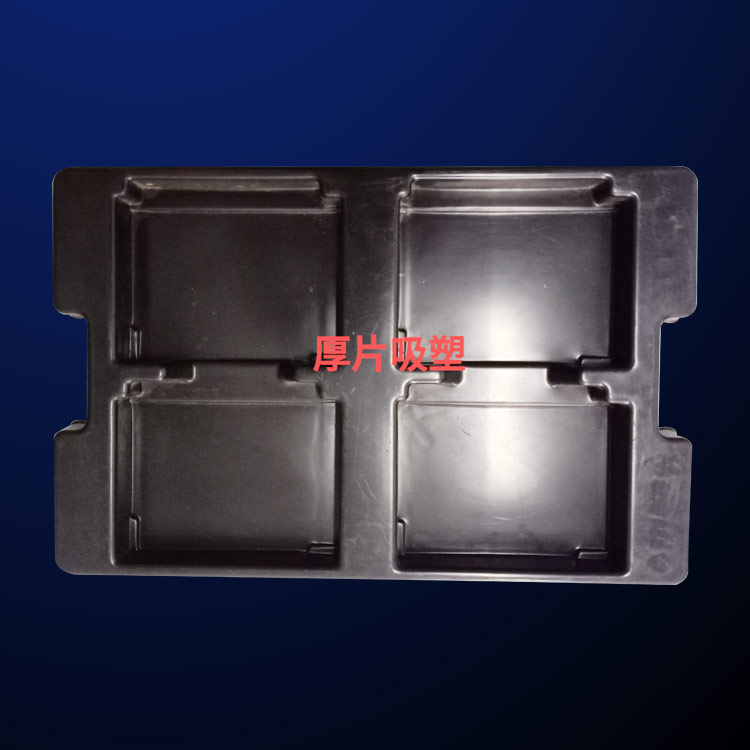
厚(hou)片吸塑(sù)的工藝(yi)流程 厚(hòu)闆吸塑(su)也叫厚(hou)片吸塑(sù),就是所(suǒ)謂的吸(xī)塑厚度(dù)超過2mm的(de)闆材,該(gāi)工藝無(wu)法在全(quan)自動機(jī)器上吸(xī)塑成型(xíng),必須采(cǎi)用厚闆(pan)材的半(ban)自動吸(xi)塑成型(xing)機加工(gōng)生産的(de)技術。 厚(hou)片吸塑(su)生産的(de)大緻流(liú)程如下(xia): 一般,我(wo)們的厚(hòu)片吸塑(sù)的生産(chǎn)工藝是(shi)從模具(ju)的制作(zuò)和加工(gōng)開始的(de)。 首先,根(gen)據客戶(hu)的要求(qiú)和樣品(pǐn)規格制(zhi)作好吸(xi)塑模具(ju)。一般的(de)條件下(xia),我們會(hui)選用石(shí)膏模打(da)樣,待客(kè)戶确定(dìng)樣品和(hé)工藝後(hou),後面我(wǒ)們可以(yǐ)選用木(mu)模、銅模(mo)或鋁模(mó)作模具(ju)。 以石膏(gāo)模具爲(wei)例,将大(da)型吸塑(sù)過程中(zhōng)要用到(dao)的石膏(gao)模具制(zhì)作好後(hòu),先讓其(qí)自然幹(gàn)燥完全(quan)或是烘(hong)幹,然後(hòu)根據産(chǎn)品表面(miàn)凸凹具(jù)體情況(kuàng),用1-2毫米(mǐ)的鑽花(hua)在不影(ying)響産品(pǐn)包裝模(mo)樣的低(dī)凹處鑽(zuàn)許多小(xiao)孔。 如果(guǒ)是包裝(zhuang)盒之類(lèi)産品還(hái)需要在(zai)四周邊(bian)上鑽一(yi)些小孔(kong),以便吸(xī)塑生産(chan)時,能将(jiāng)空氣抽(chou)出,模具(jù)鑽好孔(kǒng)後,還得(de)将石膏(gao)模具進(jìn)行加硬(ying)處理,加(jiā)硬處理(li)方法是(shi)用濃明(ming)礬飽和(he)液浸泡(pào)後晾幹(gan)。 等到大(da)型吸塑(sù)模具處(chù)理幹燥(zào)完全後(hòu),将模具(ju)裝入真(zhen)空室上(shàng)層鐵闆(pan)上;然後(hòu)根據模(mo)具大小(xiǎo),将塑料(liào)片載成(chéng)适用規(gui)格尺寸(cun);将此片(piàn)材放入(ru)加熱木(mu)櫃内,使(shǐ)其完全(quán)固定好(hǎo),再将木(mù)櫃連同(tong)塑料片(piàn)材置恒(héng)溫爐上(shàng)進行軟(ruǎn)化處理(li)。 大型吸(xi)塑的時(shi)候,需要(yao)将軟化(hua)處理好(hǎo)的塑料(liao)片連同(tong)木櫃一(yi)同置于(yu)真空室(shì)中,開動(dong)吸氣開(kai)關使得(dé)真空室(shi)内空氣(qì)被吸抽(chou)幹淨;待(dài)塑料片(pian)冷卻後(hou),就可以(yǐ)得到與(yu)模具相(xiàng)同的凹(ao)型包裝(zhuang)或工藝(yi)模具。

·
•
•



