







一般多個産(chǎn)品從拉片出(chū)來(根據模具(ju)排數),單個産(chan)品需要用刀(dāo)模在沖床上(shang)沖壓。這個過(guo)程叫做打孔(kǒng)。 對于一些需(xu)要将吸塑産(chǎn)品兩側或側(ce)面的邊角折(she)疊起來插入(rù)紙卡的産品(pǐn),就需要這個(ge)過程。這個過(guo)程是由翻邊(biān)機完成的。如(rú)果客戶有特(tè)别要求,在刺(ci)破吸塑時應(ying)增加此工序(xu)。 注意吸塑産(chan)品的包裝,根(gēn)據客戶要求(qiú)的嚴格程度(du),産品的材質(zhi)和形狀,确定(ding)合适的包裝(zhuāng)方式。如果客(kè)戶沒有特别(bié)要求,可以使(shi)用包裝或塑(sù)料袋。對于吸(xi)塑包裝白色(sè)或顔色鮮豔(yàn),容易摩擦或(huò)粘不上灰塵(chen)或指紋的産(chan)品,生産時往(wang)往要戴手套(tào)。 材料的特性(xing)一般都是防(fáng) 靜電的。防 靜(jing)電材料通過(guo)浸泡或添加(jiā)防 靜電成分(fen)制成,後者具(ju)有持久的防(fáng) 靜電性能。抗(kang) 靜電材料的(de)靜電值一般(bān)可以達到106~1012ω。此(ci)外,它是環保(bǎo)的,其中APET是zui環(huan)保的,PVC可以回(hui)收。一般來說(shuō),材料越厚,加(jia)熱時間越長(zhang),生産速度越(yuè)慢。材料越薄(bao),生産速度越(yuè)快,但一卷的(de)長度越長。 吸(xī)塑包裝的使(shi)用壽命與日(rì)常保養密切(qie)相關。吸塑包(bao)裝定期維護(hù)可以減少氣(qì)力輸送機械(xiè)的故障,避免(mian)不要的風險(xian),延長設備的(de)使用壽命。
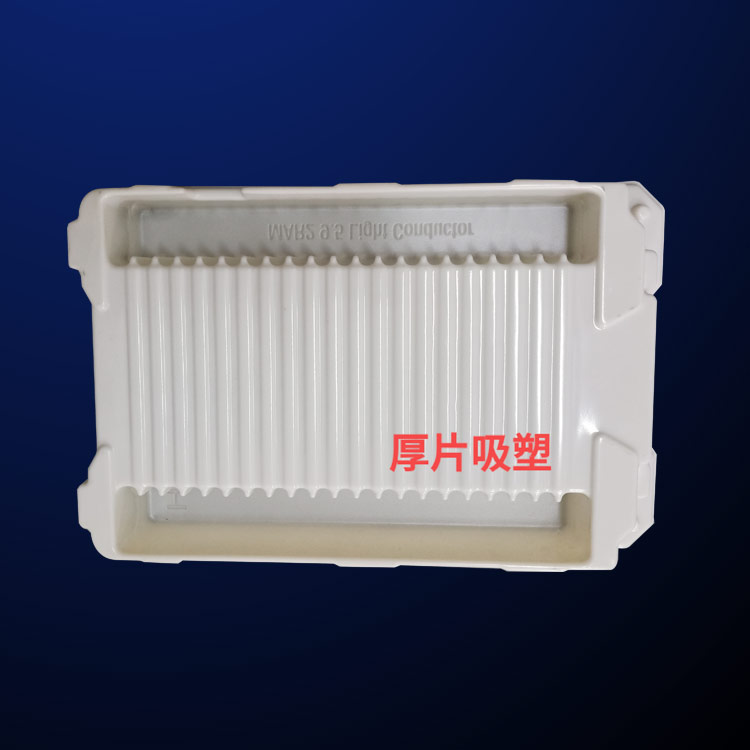





吸塑包(bāo)裝吸塑常用(yòng)四道工序知(zhi)識是什麽? 吸(xī)塑裁切:吸塑(sù)成型後的塑(sù)料産品,經過(guò)沖床,将大張(zhāng)的片材用刀(dao)模分切成單(dan)個産品。也叫(jiao)下料,裁斷,模(mó)切等。 吸塑折(she)邊:吸塑包裝(zhuang)品中有一種(zhong)叫插卡包裝(zhuāng),需要将泡殼(ke)的三個邊用(yòng)折邊機折到(dào)背後,以便在(zai)下一道封裝(zhuāng)工序中,将紙(zhǐ)卡插入折邊(bian)内,形成插卡(ka)包裝。 吸塑劃(hua)痕:吸塑成品(pin)上特别是透(tou)明泡殼上帶(dai)有劃傷的痕(hén)迹,如果痕迹(jì)太長,太大,泡(pào)殼就成了次(ci)品,無法用于(yu)包裝。 吸塑拉(lā)線:吸塑成型(xing)生産時産生(sheng)的一些不應(ying)有的線條突(tu)起(模具上沒(méi)有的),需要重(zhong)新修改模具(ju)(降低高度和(hé)增加園滑度(du))和增加額外(wài)的壓力模具(jù)(我們稱之爲(wèi)上模)來解決(jué)。拉線過大時(shí),被看作是次(ci)品,無法用于(yú)吸塑包裝,但(dàn)在零部件周(zhou)轉托盤領域(yu),隻要拉線排(pái)列整齊,不影(yǐng)響使用功能(neng),應視爲合格(ge)品。拉線又稱(chēng)之爲:拉丘,抽(chōu)筋等。





