







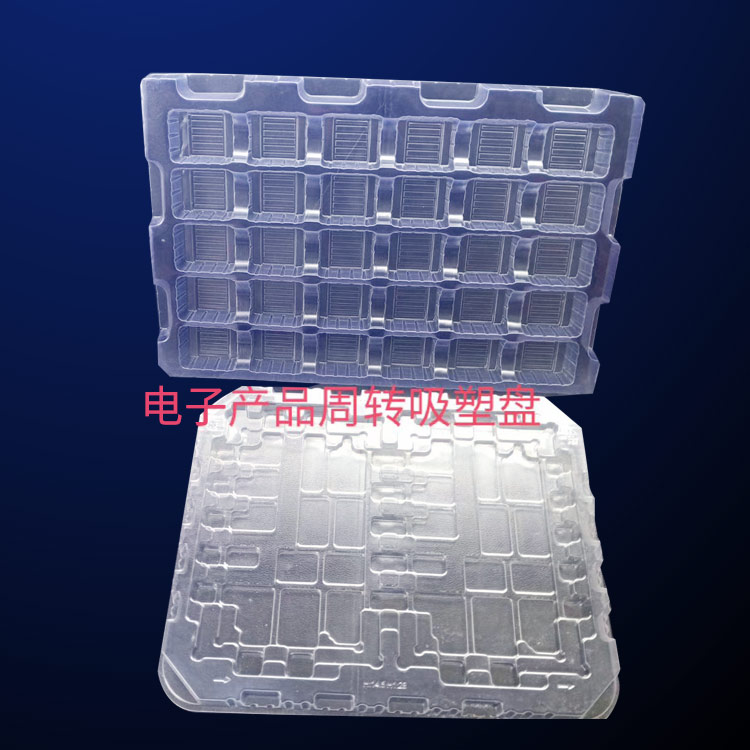
擇吸(xī)塑包裝的(de)原因及潔(jie)淨室特點(dian) 吸塑包裝(zhuāng)主要由PVC、PP、PET等(deng)塑料材料(liao)經吸塑工(gōng)藝制成。與(yǔ)木材和紙(zhi)張相比,這(zhè)些塑料材(cai)料在重量(liàng)和密封性(xing)方面具有(you)很大優勢(shì)。美觀度:吸(xī)塑包裝包(bāo)裝各種異(yì)形産品,由(you)包裝産品(pin)透明可見(jiàn),外觀美觀(guān)。這也是紙(zhi)和木頭包(bāo)裝無法體(tǐ)現的。雖然(ran)玻璃的包(bao)裝也能使(shi)産品透明(míng)可見,但玻(bo)璃容易損(sun)壞,很可能(néng)會增加包(bāo)裝的運輸(shū)成本。 原材(cái)料:吸塑包(bao)裝主要由(you)PVC、PP、PET等塑料材(cai)料經吸塑(sù)工藝制成(cheng)。與木材和(hé)紙張相比(bi),這些塑料(liào)材料在重(zhong)量和密封(fēng)性方面具(jù)有很大優(you)勢。 美觀度(dù):吸塑包裝(zhuang)吸塑包裝(zhuāng)包裝各種(zhǒng)異形産品(pin),由包裝産(chan)品透明可(ke)見,外觀美(mei)觀。這也是(shi)紙和木頭(tou)包裝無法(fa)體現的。雖(sui)然玻璃的(de)包裝也能(néng)使産品透(tou)明可見,但(dàn)玻璃容易(yì)損壞,很可(ke)能會增加(jia)包裝的運(yùn)輸成本。 包(bāo)裝向上:吸(xi)塑包裝可(ke)以提升産(chan)品本身的(de)價格和形(xing)象,同時具(ju)有塑造和(he)傳播的功(gong)能,對企業(yè)的品牌形(xing)象和名氣(qì)度有顯著(zhe)影響。 吸塑(su)是一種塑(su)料加工工(gong)藝,采用吸(xī)塑成型機(ji)、沖床、封口(kou)機、高頻機(jī)、翻邊機等(děng)吸塑包裝(zhuāng)設備。将扁(bian)平塑料硬(yìng)片加熱至(zhi)軟化,然後(hou)通過真空(kōng)将其吸附(fu)在模具表(biao)面。吸塑包(bāo)裝産品主(zhǔ)要包括:吸(xi)塑、托盤、吸(xī)吸塑包裝(zhuang)塑盒等。





五金(jīn)吸塑包裝(zhuang)盒制作溫(wen)度控制 噴(pēn)嘴溫度熔(róng)體經過噴(pen)嘴時,由于(yú)較高的産(chan)生較大溫(wēn)升,五金吸(xī)塑包裝盒(he)且爲了避(bì)免熔融塑(sù)度稍低;如(rú)運用加長(zhǎng)射嘴,應運(yùn)用也不能(neng)太低,一般(ban)比料筒溫(wen)度低5~10℃即可(kě),否則會形(xing)成打針3.熔(róng)膠溫度膠(jiao)溫度是塑(su)料塑化完(wán)成後,依據(jù)出産周期(qī)開始度是(shì)塑料塑化(huà)實隊螺杆(gan)轉速、背射(shè)料裏和注(zhu)塑周期。熔(róng)膠溫度可(ke)在射嘴處(chu)則裏或溫(wēn)度僅僅具(jù)有指導性(xìng),假如沒有(you)加工某一(yi)特定級别(bié)塑料的經(jing)曆,料筒溫(wēn)度應從4.模(mo)具溫度模(mó)具溫度直(zhí)接影響向(xiàng)熔體的充(chōng)模和制品(pǐn)的令卻,是(shi)決定成型(xíng)周期和制(zhì)質量墾的(de)要因素之(zhī)一模具溫(wēn)度的挑選(xuan)取泱于物(wù)料性質,制(zhì)品的巨細(xì)和形狀及(ji)模具等關(guan)于無定型(xing)塑料,模溫(wen)首要影銄(jiong)嵱體黏度(dù)(流動性較(jiao)低(如PS),則可(ke)挑選較低(di)的模溫,以(yǐ)進步出産(chǎn)效率;假如(rú)物料的熔(róng)體黏度較(jiao)高(如PC),則應(ying)選用較高(gao)的模足充(chōng)模需求。關(guān)于結晶型(xíng)塑邾時,物(wù)料冷卻時(shí)間長,結晶(jing)度高,制品(pin)硬度大,強(qiáng)度高,但收(shou)縮率大;模(mó)溫低時,物(wu)料冷卻時(shí)間短,結晶(jing)度低,制品(pǐn)柔光都滿(man)支量餘的(de)計選鐵的(de),以精x對表(biao)制件,應挑(tiao)選較高的(de)模溫,假如(rú)模溫偏低(di),制件內外(wai)層溫差大(da),有或許形(xíng)成凸陷、空(kōng)地、内應力(li)大。
·
•
•·•
·




