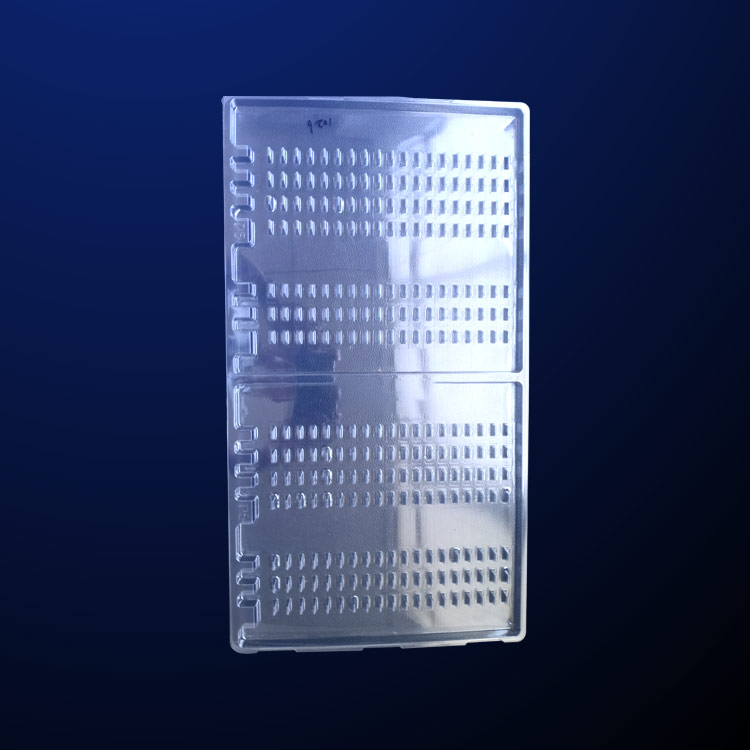







導緻(zhì)吸塑産品(pǐn) 厚薄度不(bú)均勻的原(yuán)因有哪些(xie)
1、吸塑産品(pin)厚薄度不(bú)均勻與片(pian)材有關系(xi)的就是片(pian)材在生産(chan)的過程當(dāng)中沒有将(jiāng)厚度調好(hǎo),所以才會(hui)導緻這樣(yang)的質量問(wèn)題。
2、溫度的(de)調試和吸(xi)塑産品厚(hou)薄度不均(jun1)勻也有直(zhí)接關系的(de),而且要根(gēn)據不同的(de)模具不同(tóng)的材料調(diao)節相對應(yīng)溫度的高(gāo)低,否則就(jiù)出現了不(bu)均勻的現(xian)象。
使用更(geng)新,使用對(duì)于物品來(lái)說也是一(yi)大更變,很(hen)多物品商(shang)會借鑒老(lao)舊吸塑盒(he)産品的優(yōu)勢使用在(zai)不同的物(wu)品上,使用(yòng)目的就是(shi)增加獨有(you)增加物品(pǐn)的立體感(gǎn),包裝就像(xiang)是衣服一(yi)樣可以進(jin)行各樣式(shì)的搭配,常(chang)常會說的(de)包裝适合(hé)什麽樣的(de)物品,大多(duō)使用在什(shí)麽物品上(shang),其實包裝(zhuang)能進行各(ge)種的混搭(dā)也可以做(zuo)出創新效(xiào)果。




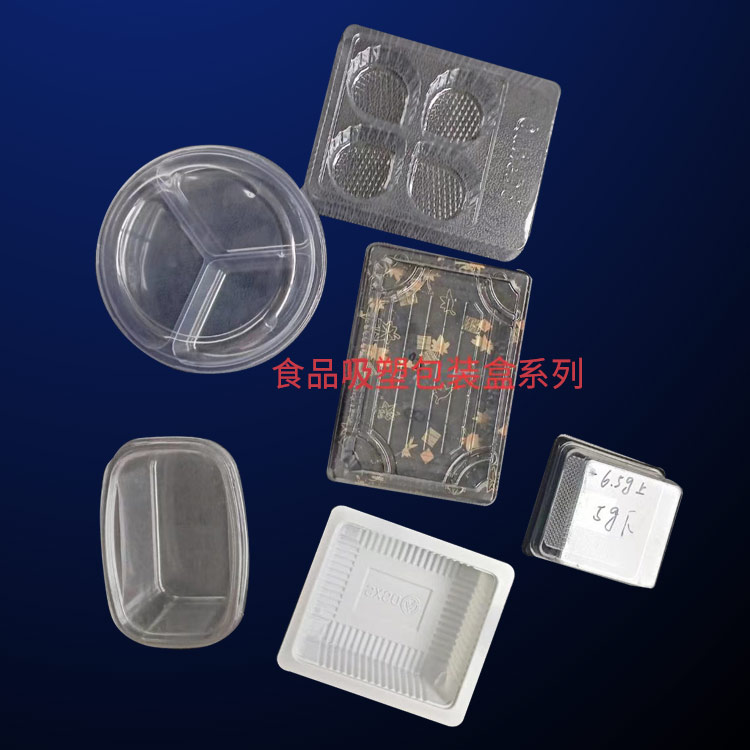
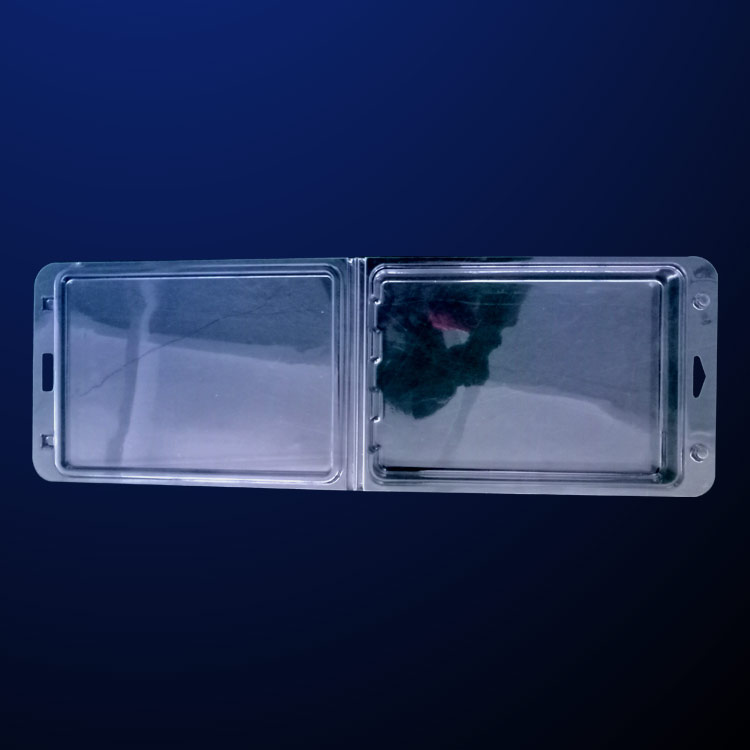
吸塑制(zhì)品
吸塑(su)材料的選(xuǎn)擇也是比(bi)較重要的(de),關系到産(chǎn)品的質量(liàng),如何選擇(ze)吸塑産品(pǐn)下面就給(gěi)大家講解(jiě)下。
吸塑:一(yi)種塑料加(jia)工工藝,主(zhu)要原理是(shì)将平展的(de)塑料硬片(pian)材加熱變(biàn)軟後,采用(yòng)真空吸附(fu)于模具表(biǎo)面,冷卻後(hòu)成型,廣泛(fan)用于塑料(liao)包裝、燈飾(shì)、廣告、裝飾(shì)等行業。 吸(xī)塑包裝是(shì)采用吸塑(sù)工藝生産(chǎn)出塑料制(zhì)品,并用相(xiàng)應的設備(bèi)對産品進(jin)行封裝的(de)總稱。吸塑(sù)包裝制品(pǐn)主要包括(kuo):泡殼、托盤(pán)、吸塑盒,同(tóng)義詞還有(yǒu):真空罩、泡(pao)罩等。不同(tong)吸塑材料(liao)的使用範(fàn)圍是不同(tóng)的。
PS硬片密度(dù)低,韌性差(chà),燒,燃燒時(shi)會産生氣(qì)體(屬有害(hài)氣體),所以(yǐ)一般用來(lai)生産各種(zhǒng)工業用的(de)吸塑托盤(pán)。
PVC硬片韌性(xìng)适中,不燒(shao),燃燒時會(hui)産生,對環(huán)境造成一(yī)定影響,PVC易(yi)熱合,可采(cǎi)用封口機(ji)和高頻機(jī)封邊,是生(sheng)産透明吸(xi)塑制品的(de)主要原料(liào)。
PET硬片韌性(xìng)好,透明度(dù)高,燒,燃燒(shāo)時不産生(sheng)有害氣體(ti),屬于環保(bǎo)材料,但價(jià)格高,适宜(yí)做的吸塑(sù)制品,歐美(mei)國家的吸(xī)塑泡殼一(yi)般要求采(cai)用PET硬片,但(dàn)其不易熱(re)合,給封裝(zhuang)帶來很大(dà)困難,爲了(le)解決這一(yi)問題,人們(men)在PET表面複(fú)合上一層(céng)PVC膜,取名爲(wèi)PETG硬片,但價(jia)格更高一(yi)些。

關于吸(xi)塑包裝袋(dai) 的印刷分(fen)類的詳細(xì)介紹
塑料(liao)包裝袋種(zhǒng)類繁多,規(guī)格不定,因(yīn)此,設計和(hé)制作人員(yuan)往往忽視(shì)了制袋方(fang)式,其結果(guǒ)是雖然設(shè)計稿精美(mei),但制得的(de)成品包裝(zhuang)卻不合人(ren)意,甚至成(cheng)爲廢品。經(jīng)驗告訴我(wǒ)們,隻有在(zai)了解常用(yong)包裝産品(pin)種類的基(ji)礎上,才能(neng)盡情發揮(hui)設計思路(lù),不符合制(zhi)袋工藝的(de)設計作品(pin),設計出實(shi)用、的成品(pǐn)包裝。
吸塑(sù)包裝袋按(àn)制袋方式(shi)可分爲三(sān)邊封、中底(di)封、立體中(zhōng)封和片料(liào)4類。
1、三邊封(fēng)是在包裝(zhuāng)袋四周封(fēng)口,正、背尺(chǐ)寸均爲成(chéng)品尺寸,具(ju)有一定的(de)整體感,設(she)計不受約(yuē)束,且前後(hou)設計具有(you)一定的連(lian)貫性。由于(yú)正、背面尺(chi)寸一緻,可(kě)先設計正(zheng)面,讓背面(mian)與正面呼(hū)應。制版時(shi)正、背要安(an)排在同一(yi)套版滾筒(tong)上。
2、中底封(feng)是在背面(miàn)封口,正面(mian)尺寸爲成(cheng)品尺寸,背(bei)面分成相(xiàng)等的兩部(bu)分,且其寬(kuan)度之和等(deng)于正面的(de)寬度,通常(cháng)在設計時(shi)是将正、背(bei)面展開,進(jin)行一體化(huà)設計,并在(zai)左右各加(jia)1cm封邊,正、背(bei)也在同一(yī)套版滾筒(tǒng)上。
3、立體中(zhong)封是在中(zhōng)底封的基(jī)礎上,在兩(liǎng)側加立體(tǐ)邊,正背、側(cè)3面同樣都(dou)在同一套(tao)版滾筒上(shang)。
4、片料由于(yu)受印刷材(cai)料的限制(zhi),其正、反面(mian)必須分開(kāi)設計,分開(kāi)制版,不能(neng)同時出現(xiàn)在同一套(tao)版滾筒上(shang)。