







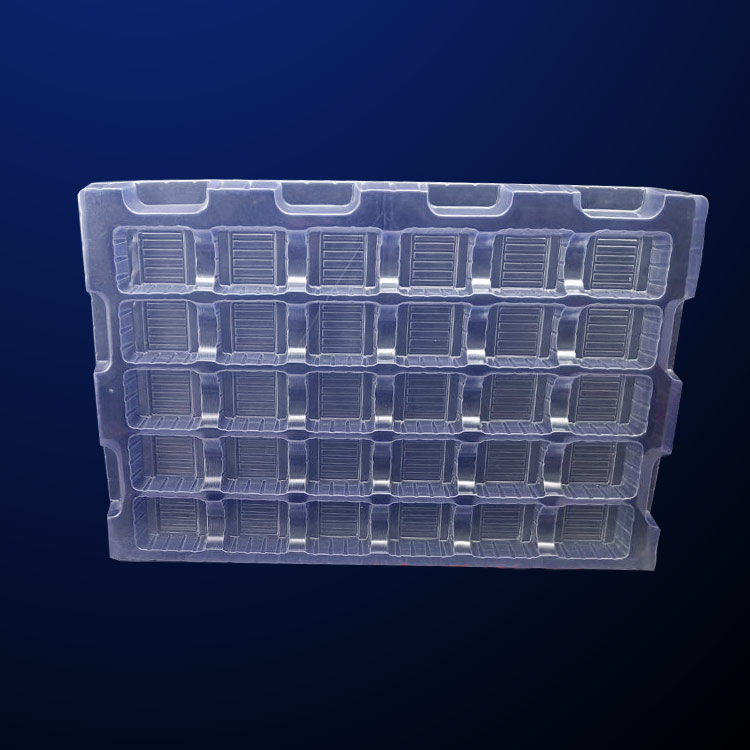
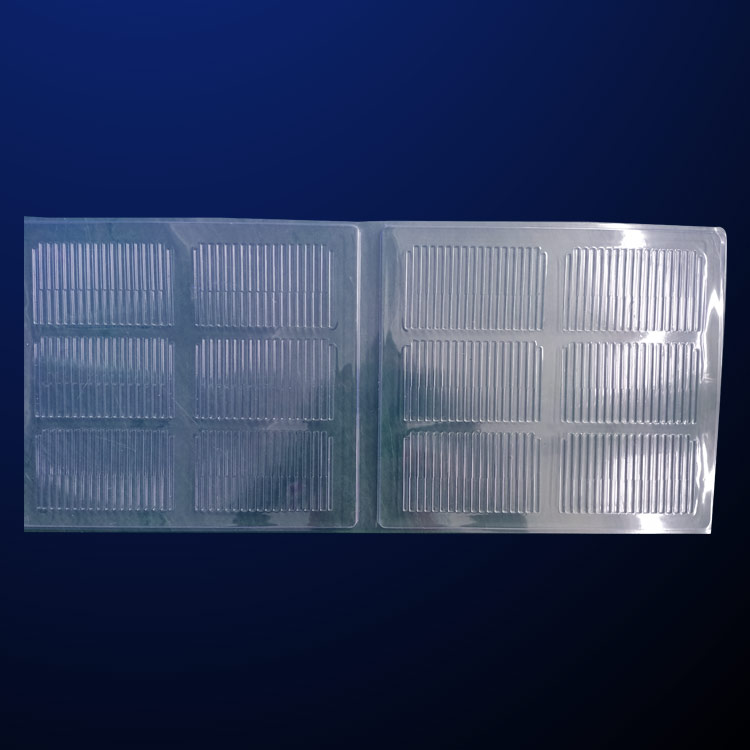
吸塑(su)包裝 尺(chǐ)寸的得(de)來可分(fen)爲三種(zhǒng):按照客(kè)戶樣品(pǐn)(制模叫(jiao)複模)、根(gēn)據圖紙(zhi)制模、根(gēn)據實物(wù)自行設(shè)計。因爲(wei)吸塑的(de)形狀一(yī)般根據(jù)實物定(dìng)制,故形(xíng)狀多不(bú)規則,圖(tú)紙制作(zuo)時有很(hen)多尺寸(cun)不準确(què)或不能(neng)标注出(chū),故根據(ju)圖紙制(zhì)作時存(cun)在的偏(piān)差較大(da)。爲準确(que)起見,一(yī)定要配(pèi)以實物(wù)試裝。根(gēn)據樣品(pǐn)複模制(zhì)作的産(chǎn)品,尺寸(cùn)偏差才(cái)不會很(hen)大。一般(bān)厚度公(gong)差爲0.1mm,産(chan)品偏差(chà)爲±2mm。公差(chà)産生的(de)原因主(zhǔ)要有:
2.種模(mó)子模時(shí)産生的(de)偏差。此(cǐ)偏差較(jiào)小,一般(bān)小于0.5mm。
4.厚度(dù)的公差(chà)視具體(ti)情況而(er)定,同一(yī)面積被(bèi)拉得越(yuè)大,此塊(kuài)厚度就(jiù)會越薄(bao)。不同的(de)操作人(ren)員,不同(tong)的溫度(du)也會使(shǐ)同一部(bù)位的厚(hou)度不同(tong)。
以上原(yuan)因中,條(tiao)是造成(chéng)尺寸公(gong)差的原(yuan)因,但因(yīn)模具可(ke)以修改(gǎi)校正,故(gu)吸塑的(de)偏差一(yī)般可控(kong)制在2mm以(yi)内。





我們(men)在購買(mǎi)櫥櫃的(de)時候,都(dōu)會考慮(lü)買一個(gè)環保好(hǎo)用的産(chan)品,吸塑(sù)包裝櫥(chu)櫃是一(yi)款比較(jiào)受到歡(huān)迎的産(chan)品,那麽(me)吸塑包(bāo)裝櫥櫃(guì)好不好(hao)呢,有哪(nǎ)些優缺(quē)點,購買(mǎi)吸塑包(bao)裝櫥櫃(gui)時需要(yào)注意哪(na)些問題(tí)。
吸塑包(bao)裝櫥櫃(guì)好不好(hao)
吸塑包(bao)裝櫥櫃(gui)主要以(yǐ)中密度(du)闆爲基(ji)材,被稱(chēng)之爲無(wu)缺損闆(pan)材,比較(jiao)适合人(ren)們生活(huó)使用,内(nei)外雙貼(tiē),不滲油(yóu),不滲水(shuǐ),表面經(jing)真空吸(xī)塑包裝(zhuang)而成,是(shi)比較成(chéng)熟的櫥(chu)櫃材料(liao)。
吸塑包(bāo)裝 的吸(xī)塑熱合(he)包裝工(gong)藝原理(lǐ):泡罩與(yu)已塗敷(fu)吸塑油(you)的紙卡(kǎ)通過定(dìng)制的模(mó)具使用(yong)電加熱(rè)或高周(zhou)波方式(shi)将泡罩(zhao)與紙卡(ka)加熱,軟(ruan)化後的(de)泡罩與(yǔ)熔化後(hòu)的吸塑(su)油在壓(ya)力作用(yòng)下進行(hang)牢固的(de)融合,冷(lěng)卻後,泡(pào)罩、吸塑(su)油、紙卡(kǎ)形成一(yi)體,完成(chéng)吸塑包(bāo)裝過程(cheng)。
在進行(hang)吸塑熱(rè)合封裝(zhuāng)時,吸塑(sù)油被加(jiā)熱至軟(ruan)化和産(chǎn)生粘性(xìng)(常溫狀(zhuàng)态,吸塑(sù)油作爲(wei)一種特(te)種光油(you)塗層具(jù)備一般(bān)光油塗(tu)層的特(tè)點,即有(yǒu)一定的(de)光澤和(hé)耐磨性(xing)),如果任(ren)何一種(zhong)材料低(di)于其軟(ruǎn)化點,融(róng)合便不(bú)能有效(xiào)發生,密(mi)封性會(huì)變得非(fei)常差。
您好(hao),歡迎莅(li)臨方立(li)包裝,歡(huan)迎咨詢(xún)...
·•
·
•




