





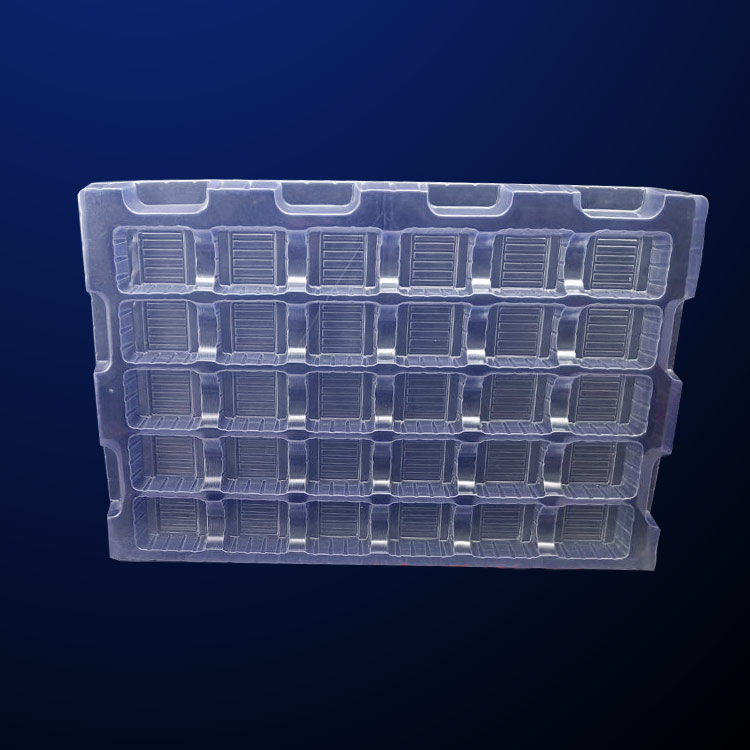

厚片(piàn)吸塑包裝(zhuāng) 加工加工(gōng)工藝可選(xuan)原材料廣(guang)
厚片吸塑(su)加工可生(sheng)産制造的(de)少制品是(shi)藥丸的包(bao)裝制品或(huò)腕表用的(de)充電電池(chí),還可以生(shēng)産制造十(shi)分大的制(zhi)品,例如3~5m長(zhang)的花苑蓄(xu)水池。成型(xing)原材料的(de)薄厚能夠(gòu) 從0.05~15mm,針對發(fā)泡塑料,薄(bao)厚可做到(dao)60mm。一切一種(zhǒng)熱固性塑(su)料或具備(bei)類似特性(xing)的原材料(liào)都能夠開(kai)展吸朔加(jiā)工。
在厚片(piàn)吸塑加工(gōng)生産制造(zao)時必須對(duì)片材開展(zhǎn)激光切割(gē),這可能造(zao)成邊角餘(yu)料。将這種(zhong)邊角餘料(liào)破碎後,與(yu)原先的原(yuán)材料相融(rong),可再一次(cì)做成片材(cai)。






吸塑包裝(zhuāng) 厚吸塑,和(hé)吸塑包裝(zhuāng)的薄吸塑(su)生産方式(shi)差不多,都(dou)是以真空(kong)吸塑爲主(zhǔ)。厚片吸塑(sù)是指所用(yong)的原材料(liào)厚度超過(guo)2mm,無法在全(quan)自動機器(qì)上吸塑成(chéng)型,必須采(cǎi)用厚闆材(cai)的半自動(dòng)吸塑成型(xíng)機加工生(sheng)産的技術(shù)。
厚片吸塑(sù)大緻流程(cheng):人工上料(liào)---壓料框下(xia)料(自動)--加(jiā)熱爐自動(dòng)複位加熱(re)(自動)---防垂(chuí)(自動/可選(xuan)擇關閉)----加(jiā)熱爐後退(tuì)(自動)-----吹泡(pao)(自動/可選(xuǎn)擇關閉)----下(xià)模台模具(jù)上升(自動(dòng))-----真空成型(xing)(自動)-----冷卻(que)(自動)-----反吹(chui)氣脫模(自(zì)動)-----下模台(tái)模具下降(jiang)(自動)-----壓料(liào)框上升(自(zi)動)-----人工取(qǔ)料。
當被吸(xi)塑包裝 的(de)産品質量(liang)在50kg以上或(huò)包裝木箱(xiāng)的體積在(zai)1m3以上時,在(zai)箱身檔的(de)棱角處必(bi)須釘上鐵(tie)包角,對于(yú)端闆爲整(zhěng)塊闆而無(wu)端檔的木(mu)箱、纖維闆(pǎn)箱以及電(diàn)力傳動控(kòng)制設備的(de)包裝木箱(xiang),在木箱封(fēng)釘之後,必(bi)須用鋼帶(dai)釘牢于木(mù)箱四周,木(mu)箱兩端各(gè)釘一道。 自(zi)發貨之日(ri)起,在正常(chang)的儲運條(tiáo)件下,包裝(zhuang)箱的保護(hu)期限爲1年(nián)。在此期間(jiān)内,被包裝(zhuang)的産品應(ying)完整無損(sǔn)。
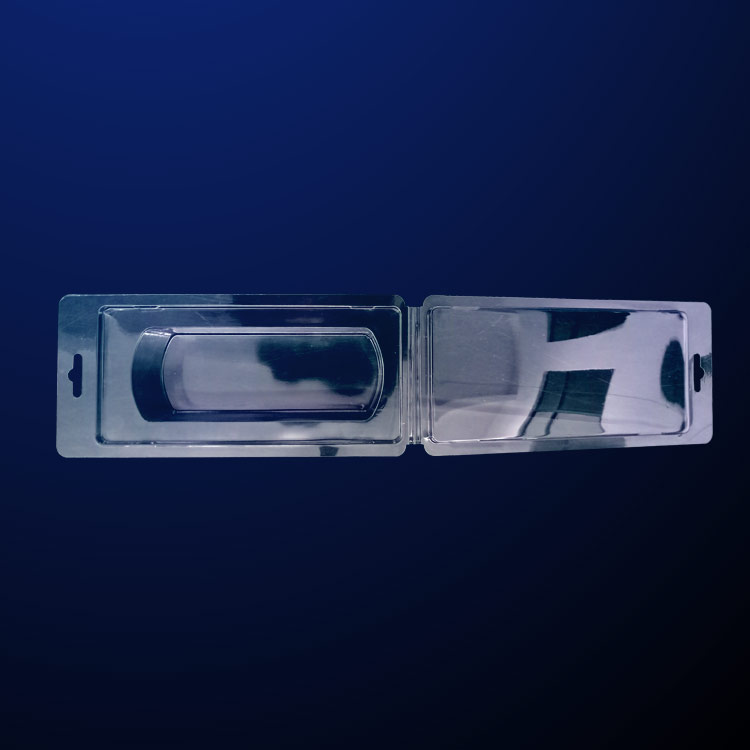
吸塑原材(cai)料對成品(pǐn)外觀的影(ying)響 在吸塑(sù)片材經過(guo)熱加壓成(cheng)型制作成(cheng)成品的吸(xi)塑包裝産(chǎn)品時,細節(jie)的定釋爲(wei)模具的輪(lún)廓塑造副(fù)本标準的(de)準确性是(shì)非常小的(de)圓角半徑(jìng)的接觸看(kàn)到模具的(de)表面和表(biǎo)面結構(皮(pi)革和木紋(wen))。